цены с НДС. отгрузка от 6000 р.
оплата по БЕЗНАЛИЧНОМУ РАСЧЁТУ
МЫ РАБОТАЕМ ТОЛЬКО С ЮРИДИЧЕСКИМИ ЛИЦАМИ И ФИЗИЧЕСКИМИ ЛИЦАМИ, ЗАРЕГИСТРИРОВАННЫМИ КАК ИНДИВИДУАЛЬНЫЕ ПРЕДПРИНИМАТЕЛИ.
содержание сайта носит информационный характер и не является публичной офертой определяемой статьёй 437 (2) ГК РФ
Фиксатор резьбовых соединений Permatex® Medium Strength Threadlocker BLUE средней степени. синий. 1 мл



|
ВОЗМОЖНА КОРРЕКТИРОВКА ЦЕНЫ |
36 шт. |
Фиксатор резьбы средней степени фиксации. Улучшенная замена стопорным шайбам.
Склеивает металлические поверхности, когда после сборки к ним прекращается доступ кислорода. Одновременно стопорит, герметизирует и защищает резьбу от коррозии.
Широко используется как в промышленности, так и в бытовой сфере.
Сертифицирован к применению ОЕМ, а так же авто концернами GM, Mercedes, BMW, Ford .
Используется на сборочных линиях, в ремонтных мастерских и домашних условиях, для стопорения болтов и гаек диаметром от 1/4" до 1" (от 6 – 25 мм). Обладает отличной устойчивостью к воздействию химических веществ в температурном диапазоне от -54 до +149°C.
ПРИМЕНЕНИЕ:
Нанести на среднюю часть резьбы и собрать детали.
Для ускорения процесса при низких температурах, а также для неактивных поверхностей используйте аэрозольный праймер-активатор PERMATEX 24163.
Обработайте все болты и гайки чистящим растворителем ПЕРМАТЕКС® очиститель для тормозов и деталей и дайте просохнуть. Определите, к группе активных или неактивных металлов относятся склеиваемые детали.
Если металл неактивный, обязательно нанесите на все витки Праймер-активатор для анаэробных составов Permatex® Surface Prep 24163 и подождите 30 сек. до высыхания. Использование Праймера не требуется, если металл активный. В сомнительных случаях всегда лучше применять Праймер-активатор. Для сквозных отверстий следует нанести несколько капель на резьбу болта, на которую в дальнейшем будет навинчена гайка.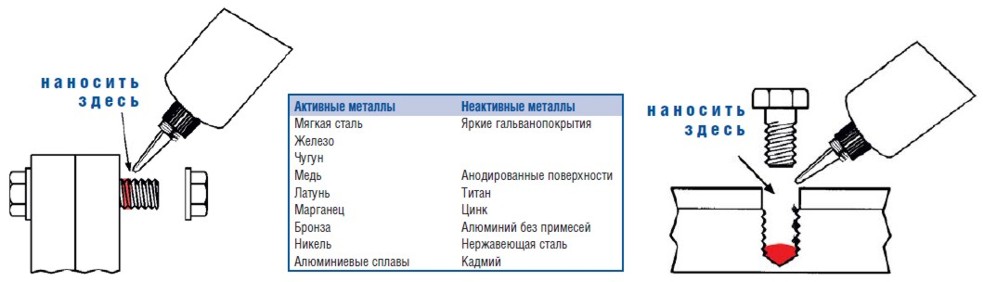
Во избежание закупорки наконечника не допускайте его соприкосновения с металлической поверхностью!
Для «глухих» отверстий следует нанести несколько капель непосредственно в гнездовую резьбу. Как только детали будут накручиваться на резьбу, сжимаемый воздух начнет «загонять» герметик в межрезьбовые пазы.
Скорость, с которой будет происходить фиксация, зависит от типа соединяемых металлов, величины межрезьбовых зазоров и температуры. Процесс можно ускорить, если применить местный нагрев до +90°С или аэрозольный Праймер-активатор для анаэробных составов.